








包裝機械即完成(chéng)全部或部分包裝過(guò)程的一類機器。包裝過(guò)程包括充填、裹包、封口等主要包裝工序,以及與其相關的前後(hòu)工序,如清洗、幹燥、殺菌、堆碼、拆卸等,也包括打印、貼标、計量等輔助工序。
包裝機械的分類:
1.按包裝機械的自動化程度分類。
(1)全自動包裝機。全自動包裝機是自動供送包裝材料和内裝物,并能(néng)自動完成(chéng)其它包裝工序的機器。
(2)半自動包裝機。半自動包裝機是由人工供送包裝材料和内裝物,但自動完成(chéng)其它包裝工序的機器。
2.按包裝産品的類型分類。
(1)專用包裝機。專用包裝機是專門用于包裝某一種(zhǒng)産品的機器。
(2)多用包裝機。多用包裝機是通過(guò)調整或更換有關工作部件,可以包裝兩(liǎng)種(zhǒng)或兩(liǎng)種(zhǒng)以上産品的機器。
(3)通用包裝機。通用包裝機是在指定範圍内适用于包裝兩(liǎng)種(zhǒng)或兩(liǎng)種(zhǒng)以上不同類型産品的機器。
3.按包裝機械的功能(néng)分類。包裝機械按功能(néng)不同可分爲:充填機械、灌裝機械、裹包機械、封口機械、貼标機械、清洗機械、幹燥機械、殺菌機械、捆紮機械、集裝機械、多功能(néng)包裝機械.以及完成(chéng)其它包裝作業的輔助包裝機械。我國(guó)國(guó)家标準采用的就是這(zhè)種(zhǒng)分類方法。
4.包裝生産線。由數台包裝機和其它輔助設備聯成(chéng)的能(néng)完成(chéng)一系列包裝作業的生産線,即包裝生産線。
基于伺服驅動器内置功能(néng)的立式貼标機控制系統

摘要:高速貼标機對(duì)速度和位置控制精度要求很高,傳統采用PLC檢知色标傳感器的定位控制方式性能(néng)欠佳。本文的新型控制系統采用合信技術E10系列伺服驅動器,利用其内置色标捕捉定長(cháng)定位功能(néng),由伺服驅動器獨立完成(chéng)送标動作,極大地提高了貼标效率和精度。
Abstract: High-speed Labeler requests high precision of speed and position control, the common way of PLC sends pulses directly with poor performance. We design the new control system with E10 series servo drives of Co-Trust, to use its built-in motion control functions, making up the drawbacks of PLC scan cycle due to pulse-control mode, the new system is high-speed, high precision, economy and can adapt to market demand changes quickly. After the test of practice, the performance is rather satisfactory.
關鍵詞:貼标機伺服E10 Co-Trust PLC
Keywords: Labeler Servo E10 Co-Trust PLC

立式标貼機
1.1貼标機介紹
貼标機(Labeller),是以粘合劑把紙或金屬箔标簽粘貼在規定的包裝容器上的設備。貼标簽機是現代包裝不可缺少的組成(chéng)部分。目前我國(guó)生産貼标機的種(zhǒng)類正在逐步增加,技術水平也有了很大的提高,已從手動、半自動貼标的落後(hòu)局面(miàn),轉向(xiàng)自動化高速貼标機占據廣大市場的格局。
1.2 貼标機分類
産品的型式分爲直線式貼标機和回轉式貼标機。
主要分類有:全自動立式圓瓶貼标機,全自動卧室圓瓶貼标機,全自動轉角貼标機,全自動紅酒貼标機,平面(miàn)貼标機,上下不幹膠貼标機,雙側氣動貼标機,單側貼标機,半自動平面(miàn)貼标機等。
目前合信技術的産品已經(jīng)成(chéng)功用于全自動立式圓瓶貼标機、平面(miàn)貼标機、上下不幹膠貼标機、單側貼标機等機型。
1.3 貼标機控制原理
工作過(guò)程的開(kāi)始是瓶子(紙盒)在傳送帶上以一個不變的速度向(xiàng)貼标機進(jìn)給。機械上的固定裝置將(jiāng)瓶子之間分開(kāi)一個固定的距離,并推動箱子沿傳送帶的方向(xiàng)前進(jìn)貼标機的機械系統包括一個驅動輪, 一個貼标輪,和一個卷軸。驅動輪間歇性地拖動标簽帶運動,标簽帶從卷軸中被拉出,同時經(jīng)過(guò)貼标輪貼标輪會將(jiāng)标簽通過(guò)不幹膠粘帖在瓶子上。在卷軸上采用了開(kāi)環的位移控制,用來保持标簽帶的張力因爲标簽在标簽帶上是彼此緊密相連的,所以标簽帶必須不斷起(qǐ)停。
标簽是在貼标輪與箱子移動速度相同的情況下被貼在箱子上的。當傳送帶到達了某個特定的位置時,側物傳感器感應,标簽帶驅動輪會加速到與傳送帶匹配的速度,貼上标簽後(hòu),當檢測到色标傳感器時,伺服電機在走定定長(cháng)距離,再減速到停止。
由于标簽帶有可能(néng)會産生滑動,所以它上面(miàn)有登記标志,用來保證每一張标簽都(dōu)被正确地放置。登記标志通過(guò)一個傳感器來讀取,在标簽帶減速階段,驅動輪會從新調整位置以修正标簽帶上的任何位置錯誤。
1.4、控制方案
新型立式貼标機控制方案選用合信控制産品:CTSC 100系列PLC、E系列E10伺服驅動器、TP07 觸摸屏。
貼标機核心的送标控制部分由E10驅動器内置色标捕捉定長(cháng)定位功能(néng)實現;PLC完成(chéng)貼标機的外部邏輯處理和進(jìn)行對(duì)送标動作的觸發(fā);觸摸屏擁有雙通訊口,一個通訊口同E10驅動器采用Modbus通訊,設置貼标動作的參數(如速度、位置以及延時時間等),并監視驅動器的狀态;另一個通訊口同PLC連接(PPI通訊協議)起(qǐ)來以進(jìn)行機器的其它邏輯動作的控制和相關參數設置。
1.5、驅動器内置路徑規劃與時序
在采用E10驅動器内置功能(néng)控制直線式貼标機時,E10驅動器工作在“特殊速度-位置模式”。將(jiāng)測物傳感器連接到伺服驅動器DI4,色标傳感器連接到伺服驅動器DIR-
觸發(fā)貼标動作的兩(liǎng)個傳感器爲:測物傳感器與色标傳感器,測物傳感器連接到伺服驅動器 I/O 接口的DI4 ,色标傳感器連接到伺服驅動器I/O 接口的DIR-。
在啓動貼标機工作時,主軸傳送帶將(jiāng)需要貼标的瓶運送過(guò)來,當測物傳感器檢測到信号後(hòu),驅動其以設定的貼标速度控制電機運行;當電機運行經(jīng)過(guò)設定的長(cháng)度後(hòu),驅動器啓動連接色标傳感器的輸入,進(jìn)入色标捕捉狀态(色标傳感器輸入連接的是E10驅動器的高速輸入接口,其信号采集周期爲2微妙);當色标傳感器檢測到色标信号後(hòu),驅動器從速度模式平滑切換的到位置模式,根據在HMI上設置的運動脈沖數以及加減速時間完成(chéng)定長(cháng)運動。從而實現每次貼标的精準定位;當定産運行完成(chéng)後(hòu),驅動器輸出一個動作完成(chéng)信号,表示此次貼标動作完成(chéng),系統可以進(jìn)行下一次貼标動在。通過(guò)實際的運用,可以很好(hǎo)的避免由于受幹擾丢失脈沖的問題,而且不會出現重複誤差累積的問題。
1.1信号觸發(fā)時序圖
1.6、方案對(duì)比
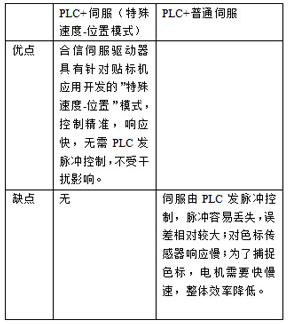
合信E10伺服驅動器内E10驅動器内置色标捕捉定長(cháng)定位功能(néng)具有顯著的優點,能(néng)夠出色完成(chéng)貼标機控制需求。在本文的立式貼标機中,這(zhè)種(zhǒng)方案出色完成(chéng)控制任務,同客戶之前方案相比,設備生産效率提高30%,并且适應性強,可以用于不同種(zhǒng)類和動作要求的貼标設備。

