

合信技術機組式無軸柔版印刷機方案

1. 概述
柔版印刷系統主要有三大部分組成(chéng):放料部份、中間印刷部份和收料部份。放料部分與中間印刷部分有恒張力控制,收卷部分與中間印刷部分也需要恒張力控制。中間印刷部分是印刷機核心部分,印刷色組的套準是控制的核心。在市場上大部分柔版印刷機放卷、送料部分的張力控制是由張力傳感器與張力控制器構成(chéng)的控制系統完成(chéng),而套色部分由分爲手動套色與自動套色。手動套色部分比較簡單,是通過(guò)每個色組上的相位調節按鈕手動控制。而柔版印刷機自動套色大部分都(dōu)是由外部套色控制系統完成(chéng)。
根據對(duì)柔版印刷機控制需求的了解與分析,合信技術推出全套基于自主産品的柔闆印刷機控制和驅動系統,這(zhè)個系統由CTSC-200 系列CANopen總線主站PLC(内置模糊張力控制算法)、EM261印刷專用控制模塊和内置套色疊加功能(néng)的H1A伺服驅動器組成(chéng)。
2. 方案示意圖
根據柔印機控制要求,具體配置功能(néng)控制如下:
伺服控制選擇:前後(hòu)牽引伺服通過(guò)與張力傳感器形成(chéng)閉環控制系統,通過(guò)PLC中的張力算法,控制各個色組間承印物的印刷張力;中間5-8組色輥使用雙伺服控制,伺服驅動器集成(chéng)CANopen接口;使用EM261印刷機專用控制模塊與色标傳感器形成(chéng)自動套色系統。
PLC控制選擇:CPU選擇的是216-1AH33-2B24,集成(chéng)CANopen主站功能(néng), EM277C作爲CANopen分布式從站,連接所有系統需要各種(zhǒng)按鈕開(kāi)關、傳感器、指示燈和閥。控制不同IO點輸入輸出。
人機操作界面(miàn)HMI:10.4寸觸摸屏,用于參數調節和人機交互。
3 .方案描述
在柔版印刷機控制系統中,核心控制部分主要兩(liǎng)部分:自動套色控制與張力控制。
3.1 EM261印刷專用模塊
EM261印刷專用模塊是專門面(miàn)向(xiàng)印刷行業推出的産品,可接入CTSC-200 PLC的背闆總線,CTSC-200 PLC 通過(guò)調用庫程序控制EM261。EM261包含4路500Khz脈沖輸出,用于控制印刷色組伺服,同時擁有4路200Khz高速脈沖輸入,用于驅動器的編碼器位置反饋。在運用過(guò)程中分主軸模塊與從軸模塊:
主軸模塊(CPU設定),能(néng)夠根據設定,發(fā)生指定頻率的脈沖,并且4軸的脈沖輸出要保持同步。并且能(néng)輸出同步從軸模塊信号SYN,使得從軸模塊也能(néng)輸出同步的脈沖信号。
從軸模塊(CPU設定),根據主軸過(guò)來的同步信号,發(fā)送出同步的脈沖。
該模塊主要用于印刷行業,和合信技術CTSC-200 PLC、H1A伺服驅動器聯合應用,實現多軸輥筒的嚴格位置同步。
3.2 自動套色控制
本系統中印座的印輥和版輥爲獨立的伺服電機驅動,在運行時,CPU通過(guò)發(fā)送速度指令給印刷模塊,所有印刷模塊同步輸出相應的脈沖控制各個伺服電機。所有的印輥伺服電機是通過(guò)印刷專用運動模塊同步高速脈沖控制,版輥伺服電機是通過(guò)印刷專用運動模塊同步高速脈沖和套色偏差補償(CANOPEN總線給定)控制。
針對(duì)印刷的自動套色要求,本系統中套色位置補償功能(néng)内嵌在伺服驅動其中,色标傳感器檢測到色标信号時,索存電機軸位置,并計算出偏差,將(jiāng)補償的脈沖數通過(guò)CANopen總線的方式傳送給伺服驅動器,從而達到自動套色的功能(néng)。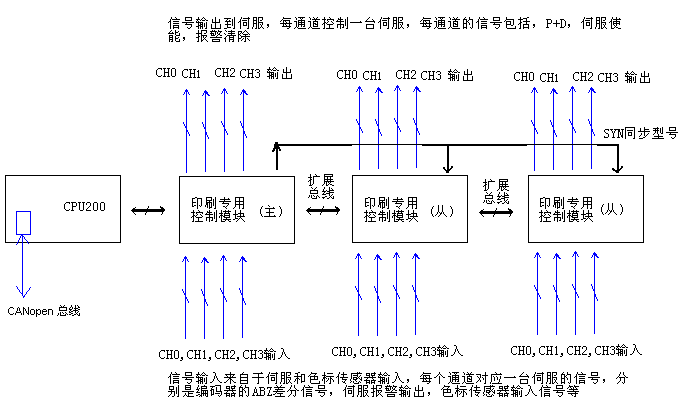
3.3 張力控制
本系統中主要有兩(liǎng)級張力控制:一級張力控制(磁粉制動器)、二級張力控制(前後(hòu)牽引伺服電)由于印刷機套色對(duì)張力要求很高,紙張的張力控制需平穩,穩定,不能(néng)出現跳動等要求,在PLC控制中,運用合信開(kāi)發(fā)的張力PID控制兩(liǎng)級張力,通過(guò)實際使用,可以能(néng)夠保證印刷機張力穩定。
一級張力控制示意圖如下所示:放卷是由一個磁粉控制(自身沒(méi)有動力),磁粉通過(guò)磁粉驅動器控制其輸出扭矩,承印物在印刷時在二級張力伺服的拖動下向(xiàng)右移動,當磁粉輸出力矩過(guò)大時,承印物會拉緊,承印物對(duì)一級張力傳感器的壓力增大,通過(guò)PLC中一級張力PID處理,會降低磁粉的輸出轉矩,同理,當磁粉輸出轉矩過(guò)小時,承印物會松弛,以及張力傳感器的壓力會減少,此時PLC會控制磁粉輸出轉矩增大。從而達到控制一級張力的穩定。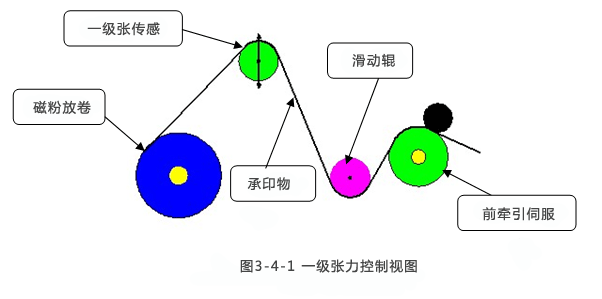
二級張力控制示意圖如下所示:張力傳感器的壓力來自承印物,氣缸壓輥與二級張力伺服將(jiāng)承印物壓緊,當張力伺服旋轉時,承印物被輸送到右邊來,同理,色輥能(néng)夠承印物輸送到右邊,當設定一定印刷速度時,色輥的轉動速度一定,當張力伺服速度過(guò)慢時,承印物被拉緊,然後(hòu)對(duì)張力傳感器的壓力變大,此時PLC中PID調節會增大張力伺服的速度,同理,當張力伺服速度過(guò)快時,承印物松弛,承印物對(duì)張力傳感器的壓力減少,此時PLC中PID調節會減小張力伺服的速度,如此快速反複控制,將(jiāng)張力傳感器維持在設定張力。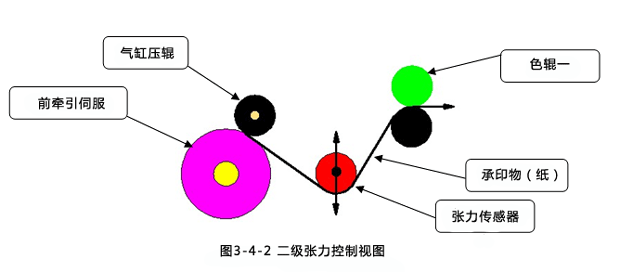
3.4 柔版印刷機控制工藝流程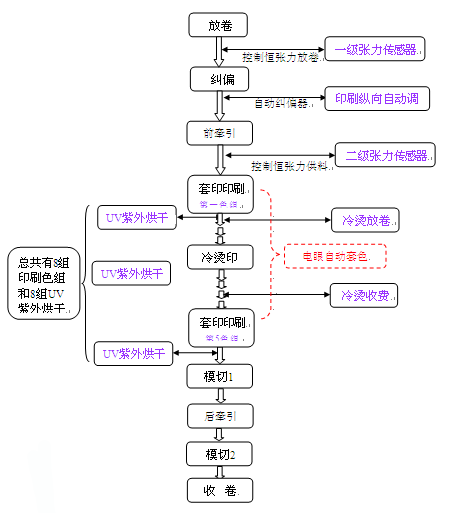
根據上圖所示,各部分控制流程具體介紹:
1) 放卷部分:柔印機輸紙部分,將(jiāng)承印物傳送給印刷機,這(zhè)裡(lǐ)使用一個磁粉制動器和一個張力檢測傳感器構成(chéng)一個閉環恒張力放卷,即一級張力控制。
2) 前牽引伺服:除了一級張力控制以外,印刷機承印物的張力主要是二級張力伺服控制。它由一個伺服電機和一個張力傳感器組成(chéng)一個閉環系統,通過(guò)PLC 張力算法,控制紙張張力的穩定。
3) 印刷部分:印刷機核心部分。由8組印刷機組組成(chéng),分别對(duì)應8種(zhǒng)不同的印刷顔色。
4) 幹燥部分:每個色組後(hòu)面(miàn)均有一個,總共有8個。柔印機速度很快,複卷之前必須使印到承印物上的油墨幹燥,否則未幹的油墨會使印品粘髒,在多色印刷時會根據油墨特性制定烘幹方案,這(zhè)裡(lǐ)采用紫外線UV燈加熱來實現快烘幹。
5) 模切、冷燙部分:動作如印刷部分相同。
6) 後(hòu)牽引伺服:同前牽引伺服功能(néng)類似。它由一個伺服電機和一個張力傳感器組成(chéng)一個閉環系統,通過(guò)PLC張力算法,控制後(hòu)紙張張力的穩定。
7) 收廢收卷:通過(guò)模切後(hòu),會將(jiāng)廢料與成(chéng)品印刷物分離開(kāi)來,收費電機會把廢品收卷起(qǐ)來,收卷電機將(jiāng)成(chéng)品收卷完好(hǎo)。
8) “套印部分”:如果不應用本方案内置套印功能(néng),可以使用第三方獨立套印裝置。
4. 硬件列表
産品類型 | 産品型号 | 數量 | 備注 |
CPU | CTS7 216-1AC33-0X24 | 1 | 支持CANopen協議,程序空間48KB,數據空間110KB。 |
印刷專用模塊 | CTS7 261-4CH32 | 4 | 支持4路500Khz高速脈沖輸出與200Khz高速計數,具有對(duì)伺服使能(néng)報警輸出等IO口。 |
模拟量輸出 | CTS7 232-0HF32 | 2 | 4路模拟量輸出,光電隔離,10V電壓或0-20mA電流輸出 |
模拟量輸入 | CTS7 231-7HC32 | 1 | 4路16位精度高速模拟量輸入,電壓信号,并提過(guò)2路10VDC電源輸出。 |
數字量輸入 | CTS7 221-1BL32 | 5 | 數字量輸入,每個模塊32個輸入點。 |
數字量輸出 | CTS7 222-1BL32 | 2 | 數字量晶體管輸出,每個模塊32個輸出點。 |
CAN從站模塊 | CTS7 277-0AC32 | 1 | 作爲CANOPEN從站,最高支持1M byte/S速度,自身帶有8DI/6DO |
H1A 1.5KW伺服驅動器 | CTSD H1A-B1522-M110 | 12 | 支持CANOPEN、MODBUS等多種(zhǒng)協議,内置印刷套色補償功能(néng)。 |
H1A 1.5KW伺服電機 | CTSD M2D-B1522-M200 | 12 | |
10寸觸摸屏 | CTS6 TP10-CH020 | 1 | 支持多種(zhǒng)通訊協議,800x600分辨率。 |
其它附件 |
-

CPU226M-CAN,CAN Master stationCPU(216-1AC33-0X24)
Order No.:CTS7 216-1AC33-0X24
Specification:24VDC power supply,14DI×24VDC,10DO×24VDC,2 PPI/FPORT,uni-CAN-channel communication
Details -
EM221 Digital Input (221-1BF32、221-1BH32、221-1BL32)
Order No.:CTS7 221-1BF32/221-1BH32/221-1BL32
Specification:8DI/16DI/32DI×24VDC
Details -

EM222 Transistor output(222-1BF32、222-1BH32、222-1BL32)
Order No.:CTS7 222-1BF32/222-1BH32/222-1BL32
Specification:8DO/16DO/32DO×24VDC
Details -

EM232 Analog Output (232-0HB32、232-0HF32)
Order No.:CTS7 232-0HB32/CTS7 232-0HF32
Specification:2 channels/4 channels of Voltage or Current, 12BIT precision,Optical coupling isolation.
Details -

EM277C,CAN-Slave Station Modules(277-0AC32)
Order No.:CTS7 277-0AC32
Specification:CANopen slave modules.Isolation.Dependable performance,powerful anti-interference ability.2 CANopen port, can constitute a distributed control system with CAN master module.
Details -

EM231 High-speed high precision Analog input(231-7HC32)
Order No.:CTS7 231-7HC32
Specification:4AI×16BIT,sampling frequency 500HZ,stable and accurate.10V DC Power, 1ms A/D conversion time
Details -
H Series H1A Servo Drives
Order No.:CTSD H1A-B2012-M100/H1A-B4012-M100/H1A-B7512-M100/H1A-B1022-M100......
Specification:Power range of 0.2KW-3KW,Support Modbus,CANopen,EtherCAT communication protocol
Details -

M series motor
Order No.:
Specification:
Details -

TP10 Touch Panel (T10-CH020)
Order No.:CTS6 T10-CH020
Specification:TP10 touch panel,10.4 inch,800×600 resolution,TFT true color,2*RS485,2*USB por, 256K colors ,true-color digital display
Details
